у нас есть все!
для нанесения
жидких покрытий
для нанесения
жидких покрытий
эффективное
нанесение покрытий
на водной основе
нанесение покрытий
на водной основе
Жидкое нанесение для промышленных изделий
Для получения высококачественных поверхностей с превосходным уровнем блеска жидкое покрытие является лучшим выбором практически для всех поверхностей. Благодаря большому выбору подходящих материалов и широкой цветовой гамме, включая металлические, глянцевые и эффектные краски, практически нет ограничений в выборе поверхностей по индивидуальному заказу. Например, с помощью функциональных покрытий можно оптимизировать коррозионную или огнестойкость поверхности или специально регулировать электропроводность.
Компания WAGNER предлагает компоненты и решения для автоматического и ручного нанесения жидких красок с использованием различных технологий распыления (безвоздушное, воздушное покрытие, аэрозольное распыление, высокая скорость вращения). К ним относятся механические и электронные системы смешивания и дозирования материалов от 2 до 4 тыс. тонн, высокопроизводительные подающие насосы, модульные стендовые системы и простые в эксплуатации блоки управления. В основе всех решений лежат надежность, долговечность и качество поверхности, отвечающее технологическим требованиям.
Жидкое нанесение
Мы предложим вам правильное решение – ручное или автоматическое, низкого или высокого давления, отдельные компоненты или скоординированные системы.
Категории продуктов для жидкого нанесения





Процесс нанесения промышленных жидкого нанесения
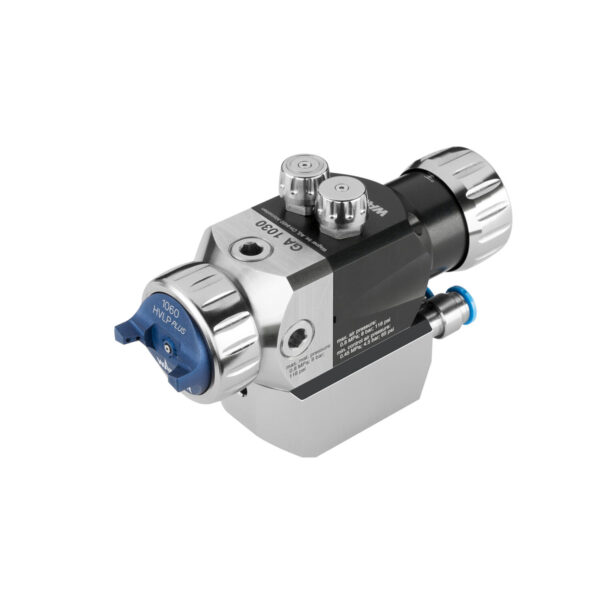
Система, состоящая из технологии нанесения и подачи, специально адаптированной к области применения, является более экономичной, чем универсальные системы, которые не настроены в соответствии со спецификациями заказчика. Выбор правильного решения зависит от различных факторов, включая требования к лакокрасочному материалу, вязкость, количество заготовок, разнообразие цветов или скорость производства. Ручные системы (такие как ручной пистолет TOPFINISH GM 1030G) подходят для нанесения небольших количеств материала. Автоматизированные системы (например, автоматический пистолет TOPFINISH GA 1020/1030) повышают производительность и используются для обработки партий от среднего до большого размера.
Поэтапное нанесение покрытия на поверхность
- Предварительная обработка: Для достижения оптимальной, долговременной защиты и безупречного внешнего вида покрытия решающее значение имеет тщательная подготовка основания. Цель состоит в удалении пыли, масла, жира и влаги с основания. В зависимости от материала может потребоваться физическая предварительная обработка (например, шлифовка, пескоструйная обработка) или химическая предварительная обработка (влажная химическая обработка).
- Нанесение жидких покрытий: В промышленном нанесении жидких покрытий есть три подпроцесса: подача материала, включая распределение материала и автоматизированные процессы изменения цвета, процесс смешивания материалов 2K, 3K или 4K, где это применимо, и нанесение краски путем распыления материала на микроскопически мелкие капли, которые попадают на подложку. Точный подбор компонентов и настройка рабочих параметров для всех трех подпроцессов имеют решающее значение для оптимального качества поверхности. Более подробную информацию о подпроцессах можно найти в разделе 3.
- Сушка: Однокомпонентные краски остаются жидкими во время обработки и отверждаются в течение нескольких часов.
Подпроцессы нанесения жидких покрытий
Правильная система накачки зависит от таких параметров, как вязкость краски, ее текучесть, количество смен цвета, сочетание грунтовки, краски и верхнего слоя (2K), а также количество используемых аппликаторов.
Поршневые насосы
Благодаря своей высокой прочности и надежности поршневые насосы являются идеальным выбором для применения при низком, среднем и высоком давлении, даже при высоких расходах, а также для нанесения красок на водной основе и на основе растворителей. Высокоэффективные пневматические двигатели обеспечивают бесперебойную работу.
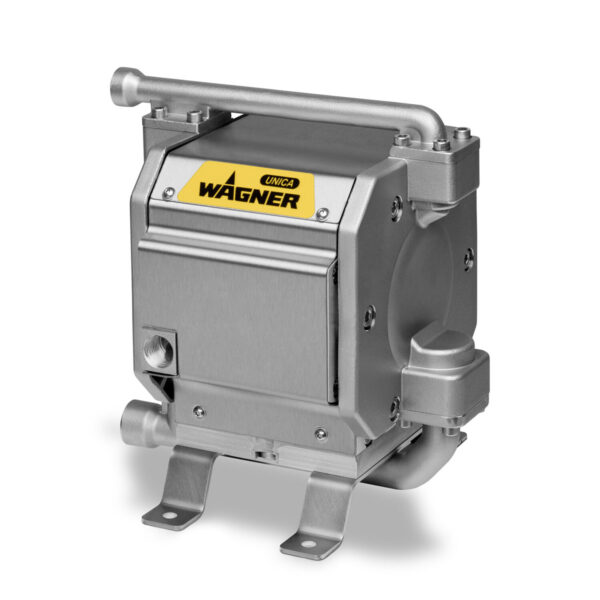
Мембранные насосы
Технология мембранных насосов сочетает в себе небольшой внутренний объем с высокой частотой хода, что обеспечивает высокую производительность и очень низкий расход промывочного средства при смене цвета или чистке. Кроме того, материал подается очень аккуратно, так как не образуется уплотнений или трения, препятствующих движению материала. Герметичная конструкция делает эти насосы пригодными для работы с влагочувствительными материалами, такими как изоцианаты. В семействе насосов Cobra компания WAGNER предлагает уникальную технологию, которая позволяет использовать преимущества мембранных насосов при высоком давлении до 250 бар.
Резервуары высокого давления
Резервуары высокого давления выполняют несколько задач одновременно: хранение, повышение давления и транспортировка материала. Содержимое резервуаров высокого давления находится под давлением сжатого воздуха. Подача материала из резервуаров высокого давления осуществляется абсолютно непрерывно, без пульсаций. Он рассчитан на рабочее давление до 8 бар.
При работе с многокомпонентными материалами для получения оптимальной поверхности решающее значение имеет точная регулировка соотношения отдельных компонентов и чрезвычайно хорошая гомогенизация смешиваемого материала. Электронные системы смешивания обеспечивают точное соблюдение заданного соотношения компонентов. Они работают как поточная система, благодаря чему смешивается ровно столько материала, сколько поступает в пистолет, и нет необходимости в предварительной подаче смешиваемого материала. В смесительных системах WAGNER используется инновационная технология AIS, которая обеспечивает очень равномерное распределение отдельных компонентов в процессе смешивания. Дополнительный статический смеситель, расположенный ниже по потоку, обеспечивает однородное смешивание отвердителя с базовым слоем. Смешанный материал подается в пистолет по шлангу и распыляется через сопло. Электронные системы смешивания и дозирования WAGNER предлагают широкий выбор различных методов измерения в зависимости от области применения: измерители хода подачи (магнитные измерители хода), зубчатые измерительные ячейки и кориолисовы измерительные ячейки.
Выбор правильного метода распыления зависит от нескольких факторов: желаемого качества поверхности, функционального назначения покрытия, эффективности нанесения, скорости обработки и толщины покрытия.
Аэроспрей (воздушное распыление)
Классический способ распыления краски. Краска распыляется при низком давлении материала (обычно в пределах 1-3 бар) с помощью подаваемого воздуха (также при давлении 1-3 бар). При этом образуются очень мелкие капли, что обеспечивает высокое качество результата.
Безвоздушное распыление (распыление под давлением)
Процесс безвоздушного распыления, при котором материал подается через сопловое отверстие под очень высоким давлением (до 530 бар). Эта технология обеспечивает высокую скорость нанесения, низкий уровень избыточного распыления и высокую эффективность нанесения.
Нанесение воздушного покрытия (распыление воздуха и материала)
Процесс нанесения воздушного покрытия сочетает в себе преимущества распыления воздушным распылением и безвоздушного распыления. Процесс нанесения воздушного покрытия характеризуется более высоким давлением материала – до 250 бар, при котором материал подается через сопло и, таким образом, распыляется. В струю распыления добавляется дополнительный поток воздуха, который обеспечивает более тонкое распыление и делает струю распыления особенно мягкой и однородной. Это обеспечивает высокую скорость нанесения покрытия и низкое образование тумана при очень хорошем качестве покрытия.
Высокоскоростное вращающееся распыление
Материал распыляется под действием центробежных сил на колоколообразной пластине, работающей с очень высокой скоростью (приблизительно 20 000-80 000 оборотов в минуту). Профилированные отверстия в кольце для отвода воздуха направляют материал в нужном направлении и регулируют размер облака распыления в зависимости от необходимости (200-700 мм). При сравнительно высокой скорости нанесения материала достигается очень тонкое распыление. Дополнительное использование электростатической зарядки уменьшает избыточное распыление
Электростатическое жидкое покрытие
В процессе нанесения электростатического покрытия частицы краски электрически заряжаются отрицательно, в то время как заготовка находится под напряжением. Заряженные частицы краски движутся вдоль силовых линий электрического поля и, таким образом, активно направляются на заготовку. Этот процесс настолько эффективен, что покрытие наносится одновременно как с лицевой, так и с обратной стороны заготовки благодаря эффекту обтекания, что значительно повышает эффективность нанесения. Это делает электростатическое нанесение очень экономичным процессом с минимальным избыточным напылением и отличными свойствами поверхности. Он используется для распыления с воздуха и нанесения воздушных покрытий, а также для высокоскоростного ротационного распыления.
Бесплатный информационный бюллетень
Узнайте больше об основах электростатики, ограничениях и возможностях этой технологии, а также о том, почему стоит инвестировать в этот экономичный и экологически чистый процесс.
Примеры применения жидкого покрытия
Компания WAGNER предлагает решения для различных отраслей промышленности и с учетом различных требований.
Области применения промышленных жидких покрытий
Жидкое покрытие подходит практически для всех поверхностей, включая дерево, металл и пластик. Широкий выбор цветов и эффектов материалов для нанесения покрытия обеспечивает высокую степень индивидуализации. Выбор подходящего способа нанесения зависит от обрабатываемого материала, требуемого качества поверхности и толщины слоя и, что не менее важно, от требуемых эксплуатационных характеристик поверхности. Например, безвоздушный процесс часто используется для защиты от коррозии, в то время как покрытие аэрозолем используется, например, для высококачественных поверхностей мебели.
Типичные области применения:
- Автомобильная промышленность (поверхности класса А, интерьеры автомобилей, экстерьеры и т.д.)
- Деревянная мебель, кухонные фасады
- Пластмассы (потребительские товары, бытовая техника, электроника и т.д.)
- Защита от коррозии (мосты, резервуары, ветряные турбины, бетонные конструкции и т.д.)
Преимущества промышленного жидкого покрытия
- Подходит практически для всех поверхностей
- Широкий выбор цветов, эффектов, текстур поверхности, уровней блеска и функций
- Поверхности с высокой химической стойкостью и механической прочностью
- Подходит для защиты от коррозии в тяжелых условиях
- Возможна очень тонкая толщина слоя
- Электростатический процесс обеспечивает высокую эффективность нанесения
- Возможны несложные участки сушки
- Многокомпонентные системы для оптимизации времени обработки и повышения производительности
- От ручного нанесения покрытия до автоматических и роботизированных систем
Рекомендации по продуктам для нанесения промышленных жидких покрытий










Часто задаваемые вопросы о жидком покрытии
Жидкое покрытие – это процесс, при котором краска, растворенная в органических или водных растворителях, наносится на заготовку с использованием различных технологий распыления.
В зависимости от требований (качество покрытия, долговечность, структура поверхности, толщина слоя и т.д.) необходимо выбрать соответствующую технологию обработки поверхности. Как правило, на большинство материалов можно наносить порошковые и жидкие покрытия.
Выбранный способ нанесения краски и его настройки имеют решающее значение. Чем ниже давление материала и воздуха на аппликатор, тем лучше электростатический эффект. Причина проста: кинетическая энергия капель краски накладывается на силу притяжения в электрическом поле. Чем меньше размер капель и вводимая кинетическая энергия, тем лучше покрытие и меньше избыточного распыления.
В зависимости от области применения подходят краски на водной основе или на основе растворителей. По экологическим соображениям использование красок на водной основе играет все более важную роль. Однако необходимо также учитывать повышенные энергозатраты на сушку.
Нанесение электростатического покрытия красками на водной основе является более сложным процессом из-за электропроводности материала и может быть выполнено с использованием двух различных типов зарядки: при внутренней зарядке краска на водной основе заряжается либо в аппликаторе, либо в контейнере с краской – вся система находится под высоким напряжением и должна они должны быть изолированы от потенциального замыкания на землю и – по соображениям безопасности – от контакта. При внешней зарядке краска на водной основе заряжается с помощью электродов, расположенных снаружи распылительной струи, благодаря своей высокой электропроводности. Высокое напряжение, излучаемое электродным кольцом, ионизирует окружающий воздух, так что распыляемый материал заряжается. Этот процесс используется, в частности, для высокоскоростных вращающихся форсунок и является свободным
